+86-15371769898
+86-15371769898 [email protected]
[email protected]
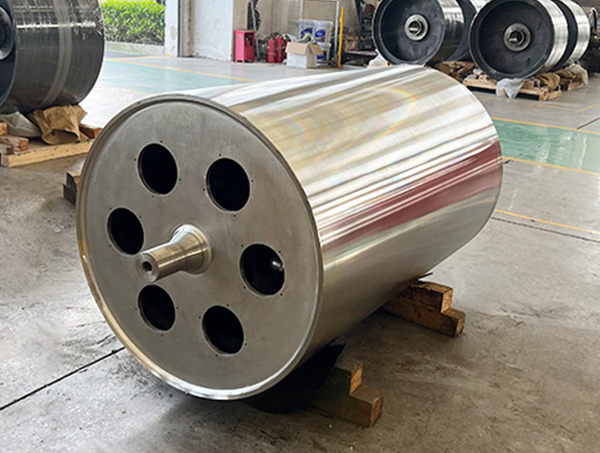
+86-15371769898[email protected]ลูกกลิ้งพื้นผิวกระจก บรรลุความมันวาวสูงผ่าน กระบวนการผลิตหลายขั้นตอนที่มีการควบคุมอย่างแม่นยำ ซึ่งผสมผสานการเลือกวัสดุฐาน การกลึงหยาบและละเอียด การเจียรหลายรอบ และการขัดขั้นสุดท้ายเพื่อให้ได้ความหยาบผิว (Ra) 0.01 ถึง 0.05 ไมโครเมตร — เรียบเนียนพอที่จะสะท้อนแสงเหมือนกระจก ที่การปรับแต่งพื้นผิวระดับนี้ ลูกกลิ้งสามารถเคลือบผิวได้โดยตรงบนฟิล์ม ฟอยล์ สารเคลือบ และลามิเนตในระหว่างกระบวนการทางอุตสาหกรรม ทำให้คุณภาพของพื้นผิวลูกกลิ้งเป็นปัจจัยที่สำคัญที่สุดเพียงประการเดียวในคุณภาพของผลิตภัณฑ์สำเร็จรูป
ความหยาบผิววัดโดย ค่า Ra (ความหยาบเฉลี่ยเลขคณิต) — ค่าเบี่ยงเบนเฉลี่ยของยอดเขาและหุบเขาบนพื้นผิวจากเส้นค่าเฉลี่ย แสดงเป็นไมโครเมตร (µm) ยิ่งค่า Ra ต่ำ พื้นผิวก็จะยิ่งเรียบเนียนและสะท้อนแสงได้มากขึ้นเท่านั้น
| เกรดพื้นผิว | ค่า Ra (µm) | ลักษณะที่ปรากฏ | การใช้งานทั่วไป |
|---|---|---|---|
| กลึงได้มาตรฐาน | 1.6 – 3.2 | เครื่องหมายเครื่องมือที่มองเห็นได้ | ลูกกลิ้งอุตสาหกรรมทั่วไป |
| พื้นละเอียด | 0.4 – 0.8 | เรียบเนียนดูแมตต์ | ลูกกลิ้งฟิล์มและกระดาษมาตรฐาน |
| ขัดเงาสูง | 0.05 – 0.2 | สดใสกึ่งสะท้อนแสง | ฟิล์มบรรจุภัณฑ์กระดาษเคลือบ |
| พื้นผิวกระจก | 0.01 – 0.05 | สะท้อนกระจกเต็ม | ฟิล์มกรองแสง ลามิเนตตกแต่ง การเคลือบที่แม่นยำ |
| กระจกอัลตร้า (ผิวซุปเปอร์) | <0.01 | การสะท้อนแสงที่สมบูรณ์แบบ | แผงแสดงผล, ฟิล์มเซมิคอนดักเตอร์ |
วิธีใส่ค่า Ra ของพื้นผิวกระจกในเปอร์สเปคทีฟ: เส้นผมของมนุษย์มีเส้นผ่านศูนย์กลางประมาณ 70 ไมโครเมตร — ลูกกลิ้งพื้นผิวกระจกที่ Ra 0.01 µm คือ เรียบเนียนขึ้น 7,000 เท่า มากกว่าความกว้างของเส้นผมเส้นเดียว
การได้ผิวที่เหมือนกระจกนั้นเริ่มต้นมานานก่อนการขัดเงาใดๆ จะเกิดขึ้น การเลือกใช้วัสดุฐานจะเป็นตัวกำหนดโดยตรงว่าจะได้ผิวสำเร็จที่มีความละเอียดเพียงใด — และระยะเวลาที่เสร็จสิ้นจะคงอยู่ภายใต้เงื่อนไขการผลิต
วัสดุฐานที่ใช้กันมากที่สุดสำหรับลูกกลิ้งพื้นผิวกระจกคือ:
เมื่อเลือกวัสดุฐานแล้ว เครื่องกลึง CNC จะกลึงลูกกลิ้งเปล่าให้เข้าไปด้านใน 0.3 ถึง 0.5 มม. ของเส้นผ่านศูนย์กลางสุดท้าย . ค่าเผื่อวัสดุนี้ถูกปล่อยไว้อย่างจงใจเพื่อรองรับการเจียรและการเก็บผิวละเอียดในภายหลังโดยไม่เสี่ยงต่อการตัดส่วนล่างของมิติ
สำหรับลูกกลิ้งเหล็ก การรักษาความร้อนตามการตัดเฉือนหยาบ และมีความสำคัญอย่างยิ่งต่อประสิทธิภาพการขัดเงา:
การเจียรคือจุดที่พื้นผิวลูกกลิ้งเริ่มเปลี่ยนจากชิ้นงานกลึงหยาบไปเป็นกระบอกสูบที่มีความแม่นยำ มีการบดลูกกลิ้งพื้นผิวกระจก ผ่านหลายครั้งด้วยล้อขัดที่ละเอียดยิ่งขึ้น แต่ละรอบจะขจัดวัสดุจำนวนน้อยลงและปล่อยให้พื้นผิวเรียบขึ้นเรื่อยๆ
ลำดับการบดโดยทั่วไปสำหรับลูกกลิ้งพื้นผิวกระจก:
ตลอดการบด อัตราการไหลของน้ำหล่อเย็น ความเร็วล้อ ความเร็วการหมุนของชิ้นงาน และอัตราการหมุน ทั้งหมดได้รับการควบคุมอย่างแม่นยำ การเบี่ยงเบนทำให้เกิดความเสียหายจากความร้อน รอยสะท้าน หรือรอยไหม้จากการเจียร ซึ่งไม่สามารถกู้คืนได้หากไม่รีสตาร์ทลำดับการเจียร
สำหรับลูกกลิ้งพื้นผิวกระจกหลายแบบ ก จะมีการเคลือบผิวแข็งหลังจากการเจียรเสร็จสิ้น เพื่อให้มีการผสมผสานระหว่างความแข็ง ความต้านทานการกัดกร่อน และคุณภาพพื้นผิวที่รับการขัดเงาได้ ซึ่งวัสดุฐานเพียงอย่างเดียวไม่สามารถให้ได้ เทคโนโลยีการเคลือบที่พบบ่อยที่สุดสามประการคือ:
การเคลือบแบบดั้งเดิมและใช้กันอย่างแพร่หลายสำหรับลูกกลิ้งพื้นผิวกระจก ฮาร์ดโครมชุบด้วยไฟฟ้าทำให้มีความแข็ง เอชวี 850–1,050 และสามารถขัดให้มีค่า Ra ต่ำกว่า 0.02 µm ได้ ชั้นโครเมียมของ ความหนา 0.05 ถึง 0.2 มม เป็นมาตรฐานสำหรับลูกกลิ้งอุตสาหกรรม เครือข่ายรอยร้าวขนาดเล็กโดยธรรมชาติในการชุบโครเมียมช่วยกักเก็บสารหล่อลื่น ซึ่งช่วยปกป้องพื้นผิวระหว่างการสัมผัสฟิล์ม อย่างไรก็ตาม เนื่องจากกฎระเบียบด้านสิ่งแวดล้อมเกี่ยวกับเฮกซะวาเลนต์โครเมียม (Cr VI) การเคลือบทางเลือกจึงมีการระบุเพิ่มมากขึ้น
การพ่นเชื้อเพลิงออกซิเจนความเร็วสูง (HVOF) จะสะสมการเคลือบทังสเตนคาร์ไบด์-โคบอลต์ (WC-Co) หนาแน่นที่ค่าความแข็ง แรงดันสูง 1,200–1,500 — แข็งกว่าโครเมียมอย่างเห็นได้ชัด สารเคลือบ HVOF แทบไม่มีรูพรุน ทนทานต่อการเสียดสีและการกัดกร่อนสูง และสามารถขัดเงาได้ค่า Ra ที่ 0.02–0.05 ไมโครเมตร . เป็นตัวเลือกที่ต้องการในการใช้งานที่ห้ามใช้โครเมียมหรือในกรณีที่อายุการใช้งานของลูกกลิ้งในสภาวะที่มีฤทธิ์กัดกร่อนเป็นสิ่งสำคัญ
การเคลือบเซรามิกที่ใช้สเปรย์พลาสม่ามีความแข็งดีเยี่ยม ( แรงดันสูง 1,000–1,400 ) และทนทานต่อสารเคมีได้ดีเยี่ยม โดยเฉพาะอย่างยิ่งเซรามิกโครเมียมออกไซด์ (Cr₂O₃) สามารถขัดให้ได้คุณภาพเหมือนกระจก และมีการใช้อย่างกว้างขวางในการพิมพ์ การเคลือบ และลูกกลิ้งแปรรูปสารเคมี ซึ่งไม่สามารถหลีกเลี่ยงการสัมผัสกับสื่อที่รุนแรงได้
การขัดเงาคือสิ่งที่เปลี่ยนลูกกลิ้งกราวด์ที่มีความแม่นยำหรือเคลือบให้เป็นพื้นผิวกระจกที่แท้จริง เป็นขั้นตอนที่ต้องใช้แรงงานเข้มข้นและขึ้นอยู่กับทักษะมากที่สุดในกระบวนการผลิตทั้งหมด และเป็นขั้นตอนที่รับผิดชอบมากที่สุดต่อค่า Ra สุดท้ายที่ได้รับ
การขัดกระจกของลูกกลิ้งอุตสาหกรรมจะดำเนินการในขั้นตอนต่อเนื่องโดยใช้สารกัดกร่อนที่ละเอียดยิ่งขึ้น:
จะต้องทำการขัดแต่ละขั้นตอนการขัดด้วย เครื่องมือที่สะอาดและสภาพแวดล้อมที่ปราศจากการปนเปื้อน — อนุภาคที่มีฤทธิ์กัดกร่อนเพียงอนุภาคเดียวจากระยะหยาบกว่าที่เหลืออยู่บนพื้นผิวลูกกลิ้งจะสร้างรอยขีดข่วนที่แทรกซึมผ่านขั้นตอนการขัดละเอียดที่ตามมาทั้งหมด ซึ่งจำเป็นต้องเริ่มต้นลำดับทั้งหมดใหม่จากจุดที่เกิดการปนเปื้อน
หลังจากการขัดเงา ลูกกลิ้งพื้นผิวกระจกทุกอันจะต้องผ่านขั้นตอนการตรวจสอบคุณภาพอย่างเข้มงวดก่อนที่จะนำไปใช้งาน การวัดที่สำคัญ ได้แก่ :
| เวที | กระบวนการ | Ra สำเร็จ (µm) | วัตถุประสงค์สำคัญ |
|---|---|---|---|
| 1 | การเลือกใช้วัสดุและการกลึงหยาบ | 3.2 – 6.3 | สร้างรากฐานทางเรขาคณิตและวัสดุ |
| 2 | การรักษาความร้อน | — | ได้ความแข็งผิว HRC 58–65 |
| 3 | การเจียรทรงกระบอกแบบหลายรอบ | 0.05 – 0.2 | เรขาคณิตที่แม่นยำ ความแม่นยำของมิติ |
| 4 | การเคลือบผิว (โครเมียม / HVOF / เซรามิก) | 0.1 – 0.4 | ความแข็ง ทนต่อการกัดกร่อน สามารถขัดเงาได้ |
| 5 | การขัดกระจกตามลำดับ | 0.01 – 0.05 | บรรลุการสะท้อนแสงของกระจกและ Ra สุดท้าย |
| 6 | การตรวจสอบคุณภาพและการปรับสมดุลแบบไดนามิก | ตรวจสอบแล้ว ≤ 0.05 | ยืนยันข้อกำหนดทั้งหมดก่อนเผยแพร่ |
ลูกกลิ้งพื้นผิวกระจกไม่สามารถทำให้ได้ผิวที่มีความมันเงาสูงโดยบังเอิญหรือผ่านกระบวนการเดียว ซึ่งเป็นผลมาจาก ขั้นตอนการผลิตที่จัดลำดับอย่างแม่นยำหกขั้นตอน โดยแต่ละอาคารอยู่ขั้นตอนสุดท้าย ตั้งแต่การเลือกวัสดุฐานและการบำบัดความร้อนไปจนถึงการเจียรแบบหลายรอบ การเคลือบพื้นผิว และการขัดกระจกขั้นสุดท้าย ค่า Ra ที่ได้รับในแต่ละขั้นตอนจะกำหนดเพดานสำหรับสิ่งที่สามารถทำได้ในขั้นตอนต่อไป ซึ่งเป็นเหตุผลว่าทำไมจึงไม่สามารถข้ามหรือเร่งรีบขั้นตอนใดได้ ค่า Ra สุดท้ายคือ 0.01 ถึง 0.05 µm ที่กำหนดลูกกลิ้งพื้นผิวกระจกที่แท้จริงแสดงถึงหนึ่งในระดับสูงสุดของการตกแต่งพื้นผิวที่สามารถทำได้ในอุตสาหกรรมการผลิต — และจะกำหนดความเงา ความใส และคุณภาพของทุกผลิตภัณฑ์ที่ลูกกลิ้งสัมผัสโดยตรง
ทุ่มเทเพื่อพัฒนาและผลิตม้วนรูปทรงต่างๆ ที่มีโครงสร้างม้วนที่แตกต่างกัน
โทรศัพท์: +86-15371769898
อีเมล์: [email protected]
เพิ่ม: 9 Lifa Avenue, เมืองเฉิงตง, เทศมณฑลไห่อัน, เมืองหนานทง, มณฑลเจียงซู, จีน
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. สงวนลิขสิทธิ์.